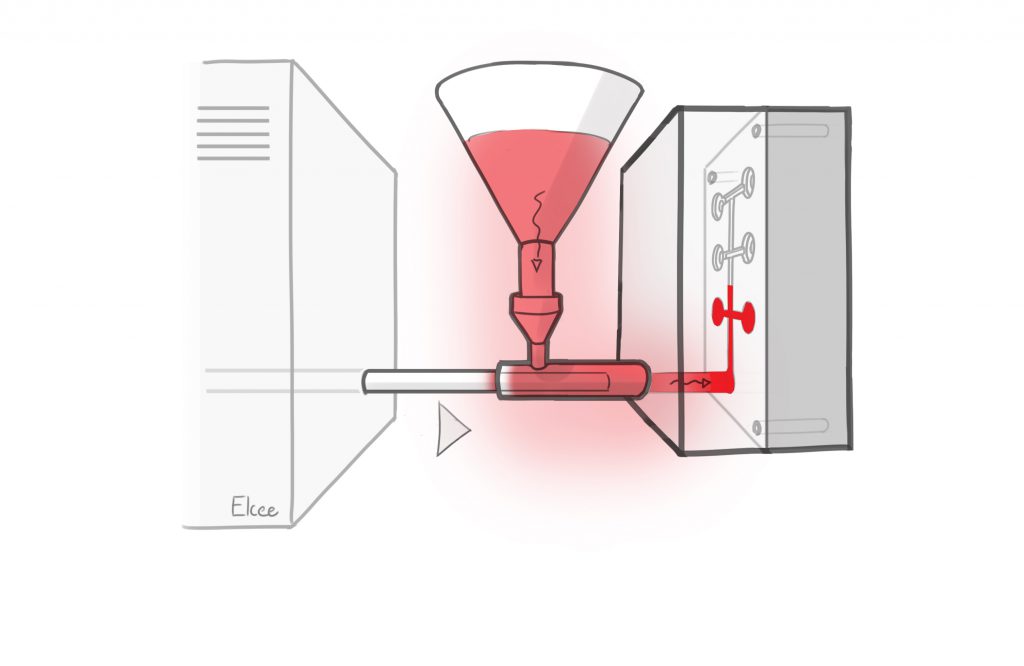
Moulage sous pression
 Le moulage sous pression s’utilise pour fabriquer des produits d’alliages d’aluminium ou de zinc à un prix de produit très abordable.
Le moulage sous pression s’utilise pour fabriquer des produits d’alliages d’aluminium ou de zinc à un prix de produit très abordable.
Avantages
- La précision des dimensions est excellente
- Convient aux pièces à paroi fine de petite taille et complexes
- Qualité consistante des produits
- Prix bas à l’unité comparé à la coulée par gravité ou au sable
- Production à haute vitesse
Alliages possibles
- Alliages d’aluminium
- Alliages de zinc (comme Zamak)
- Alliages de magnésium
Spécifications techniques
- Le tableau des tolérances pour coulées d’aluminium des dimensions linéaires le plus fréquemment utilisé est CT6 conformément à ISO 8062 (épaisseurs de paroi CT7)
- Le poids dépend de l’alliage : 30 g à env. 10 kg (selon la forme)
- Rugosité de la surface du moule : ± Ra 6,3 μm
- Dimensions maximales : 650 mm
- Épaisseur minimale de coulée pour aluminium : 2,5 mm, maximum 8-10 mm. L’épaisseur de la paroi doit être aussi homogène que possible. Il faut éviter les accumulations de matière. La résistance s’obtient au moyen de nervures de rigidification.
- Les tolérances géométriques requises pour la fonction doivent être spécifiées dans le dessin L’angle de dépouille minimum dépend de la hauteur de la paroi ou de la nervure. Plus la hauteur est importante, plus l’angle de dépouille minimum requis est petit. Angle de dépouille minimum 0,5°
Options de finition
- Anodisation technique, non décorative (le résultat est une teinte noir mat moucheté)
- Meulage et polissage
- Sablage
- Polissage à vibrations
- Apprêt, peinture mouillée et revêtement en poudre